
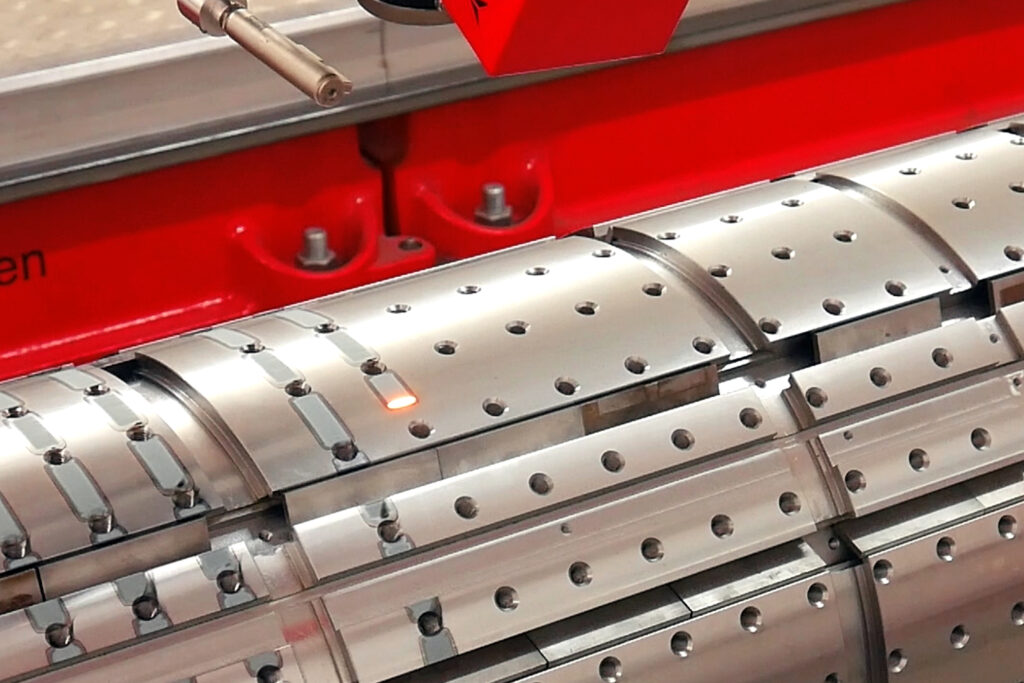
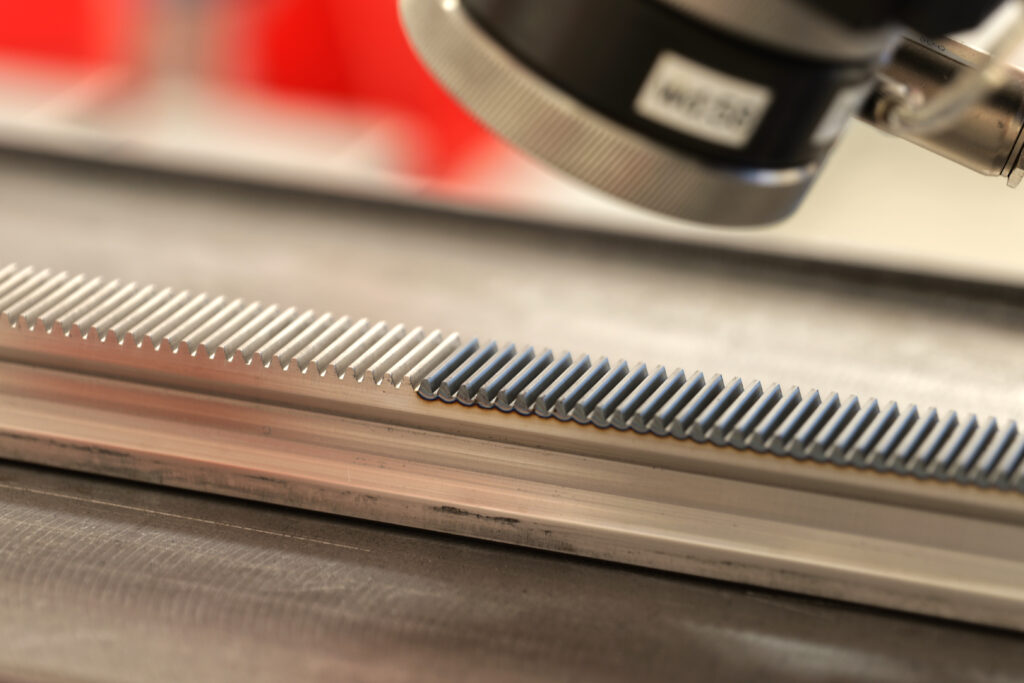
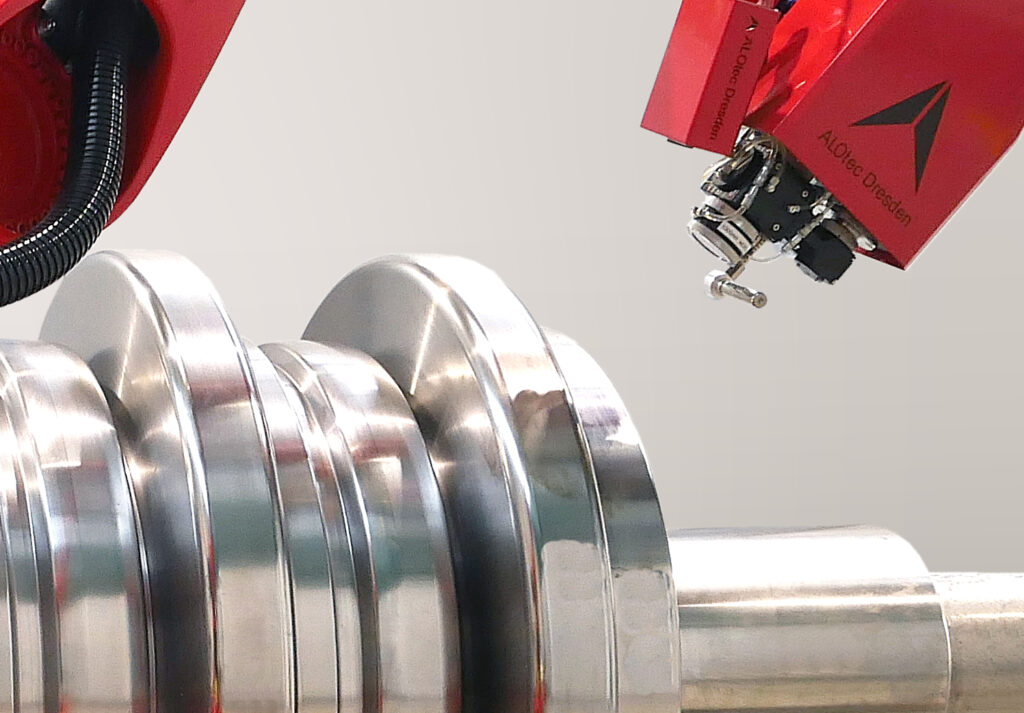
Laser hardening independent of the component geometry: radii, V-grooves, multiple steps or edges by means of dynamic, scan-like oscillating movement of an oscillating mirror.
Laser hardening with precision
ALOhard
ALOhard
Laser hardening
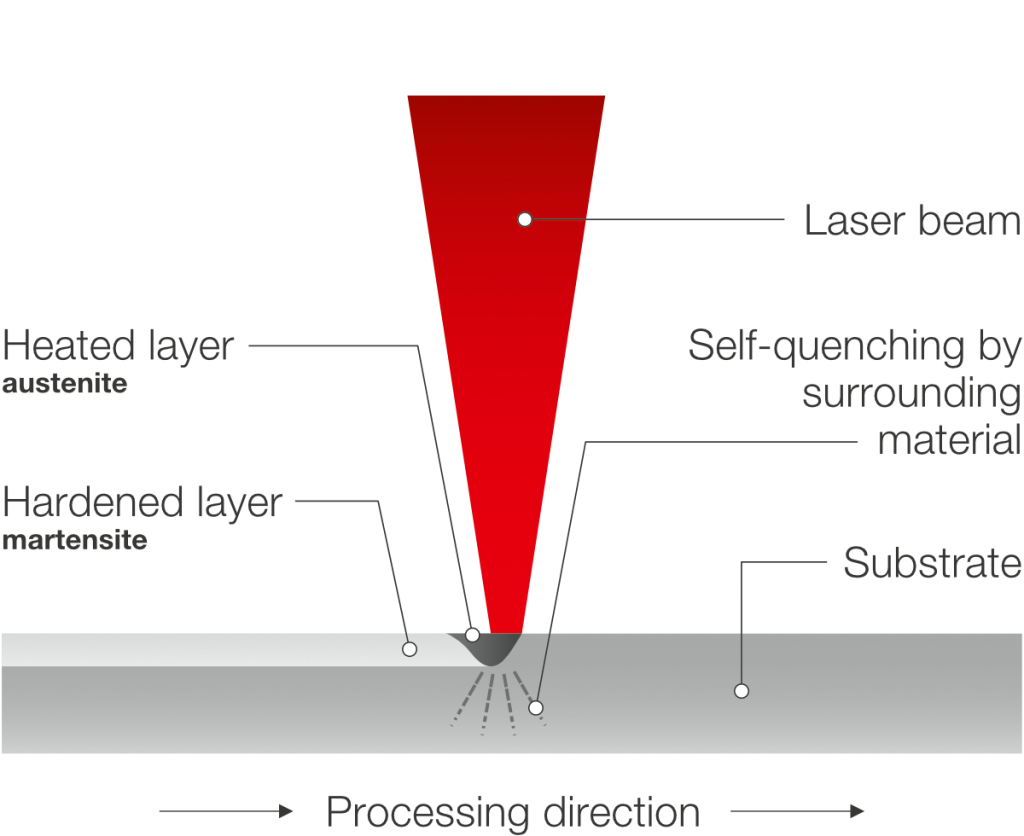
ALOhard laser hardening is a surface hardening process that generates maximum hardness values on the component surface with a very low energy input. This achieves a specific improvement in the wear behaviour of components.
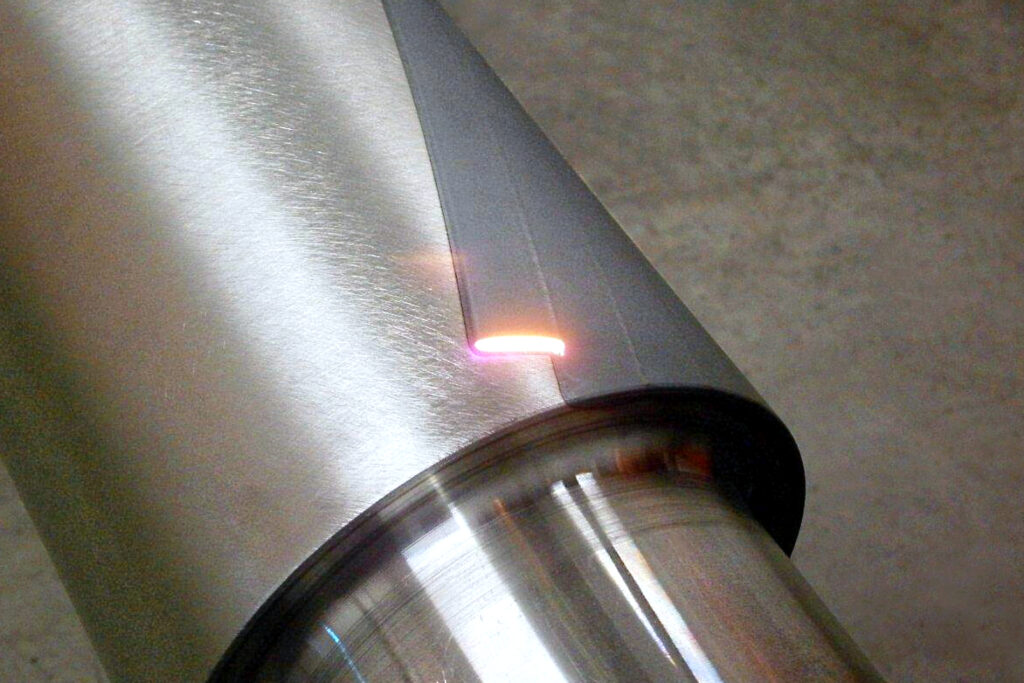
The laser beam briefly and precisely heats the upper area of the material above the austenitising temperature of the material used. This leads to an austenitisation front in the material. Due to the self-quenching via the volume of the component, no separate quenching medium is required and the rapid cooling leads to the formation of martensite.
Due to its technology, laser hardening is very environmentally friendly and conserves resources, and is particularly economical for small series and individual parts.
Technology for all component shapes
Processing optics for laser hardening
Depending on the geometry of the component, different processing optics ensure optimum surface hardness.
ALOhard
with fixed laser track width
ALOhardzoom
with variable laser track width
ALOhardscan
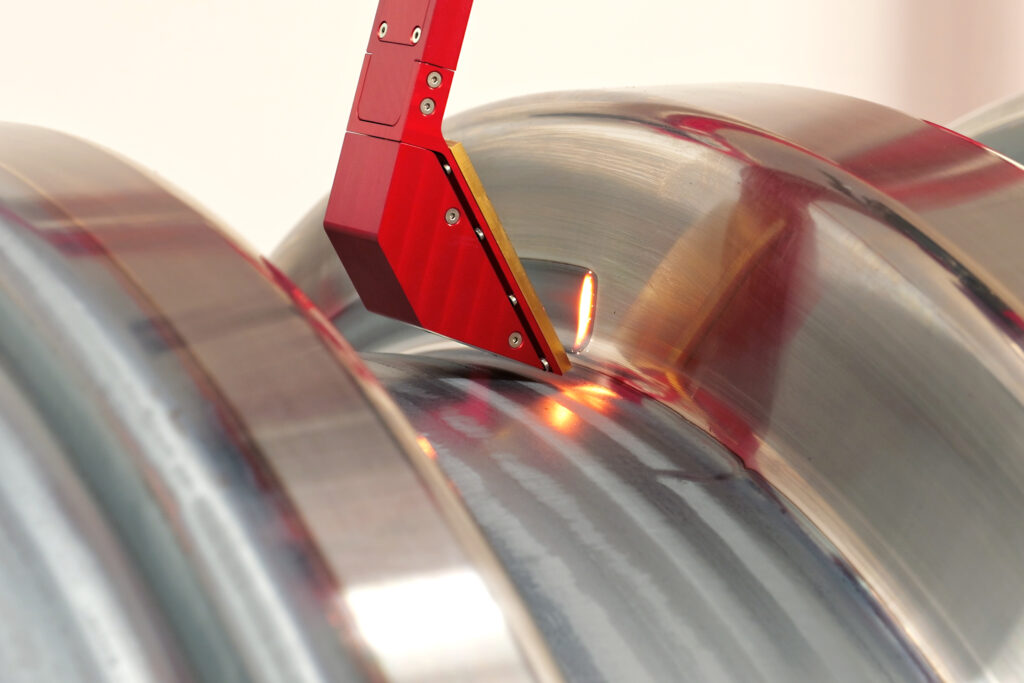
with dynamic laser beam guidance
From abrasion surfaces to gear racks
Laser hardening in use
ALOhard laser hardening is used for improving highly stressed, complex components. Maximum hardness values are generated on the component surface with low energy input. This achieves a specific improvement in the wear behaviour of highly stressed component surfaces. Laser hardening is used in industry, automotive, railway, mechanical engineering, tool and mould making, the oil and gas industry, mining, shipbuilding and agriculture.
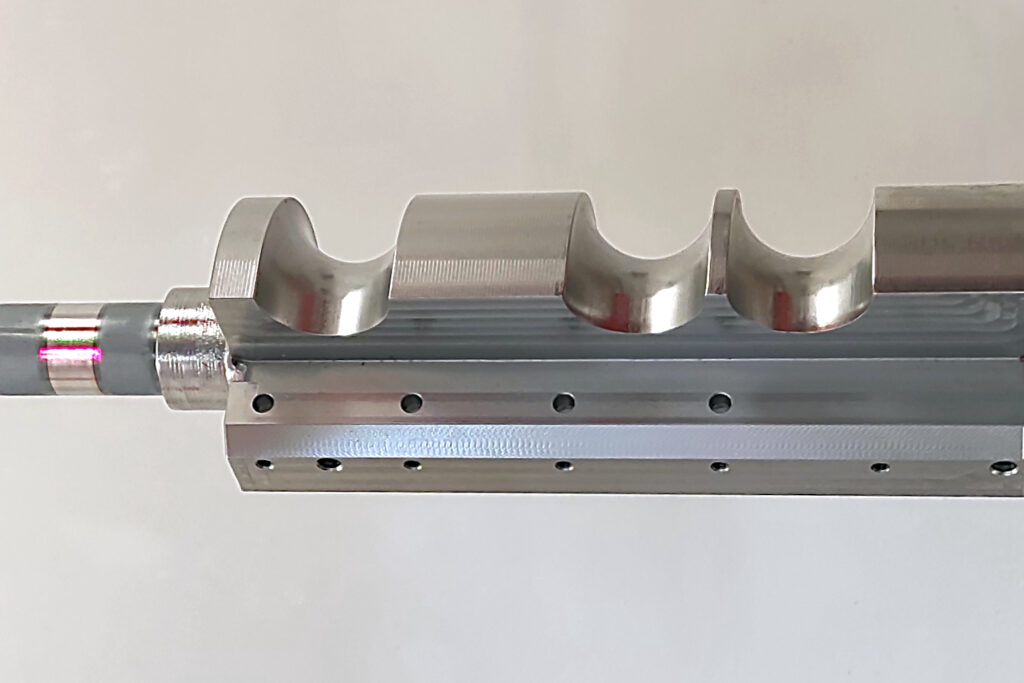
Conveying screws Forming dies
Cutters & Cutting tools Machine beds
Rollers and shafts Gear racks
ALOhard
Sample components
-

Hardening with dynamic optics
-

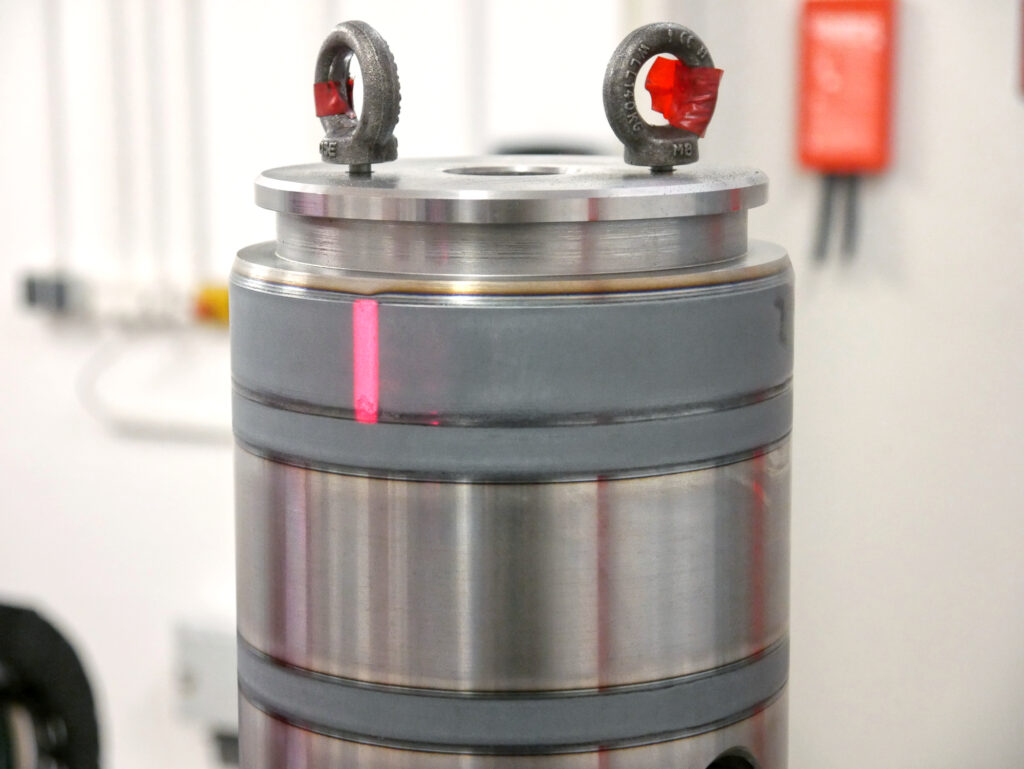
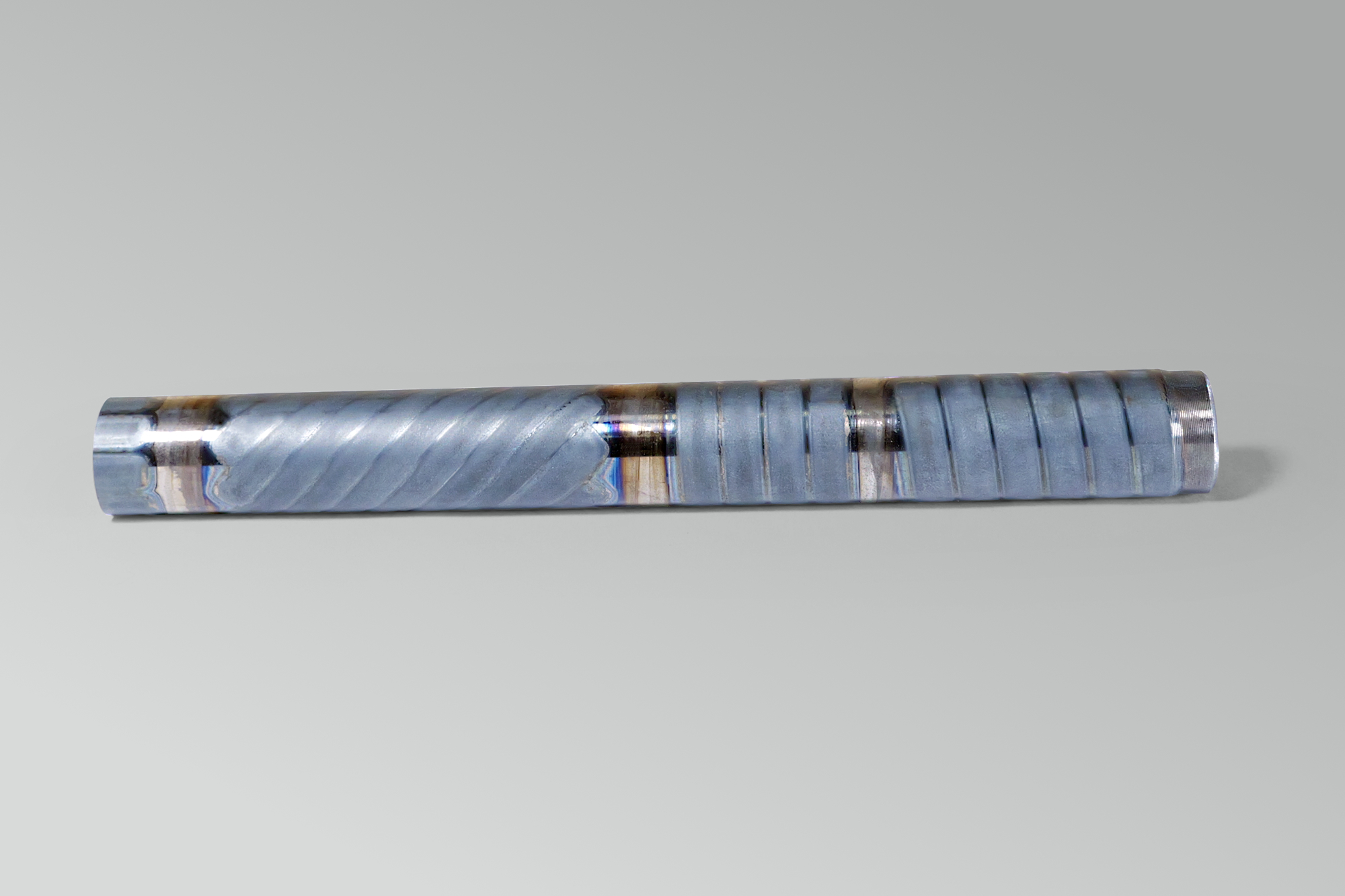
Turning part
- Base material: C45
- Surface hardness: 60 HRC
- Technology: ALOhard Laser hardening
-
Shaft hardened by using macros
- Base material: C45
- Surface hardness: 57 HRC
- Hardening depth CHD: 0,5 mm
-

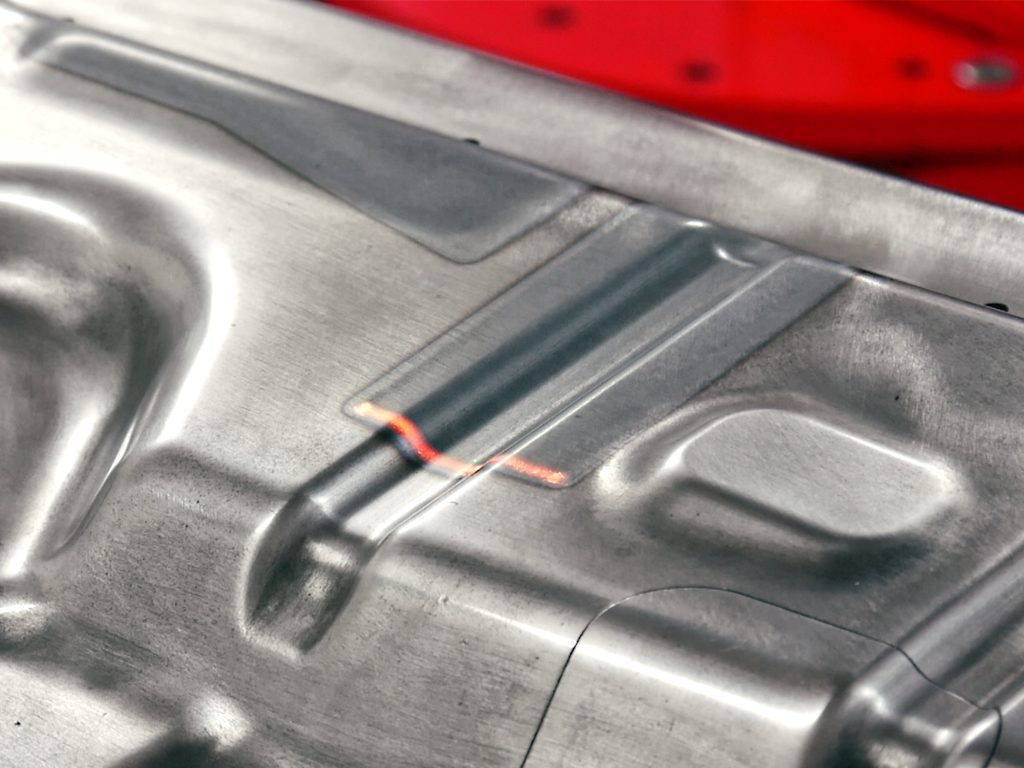
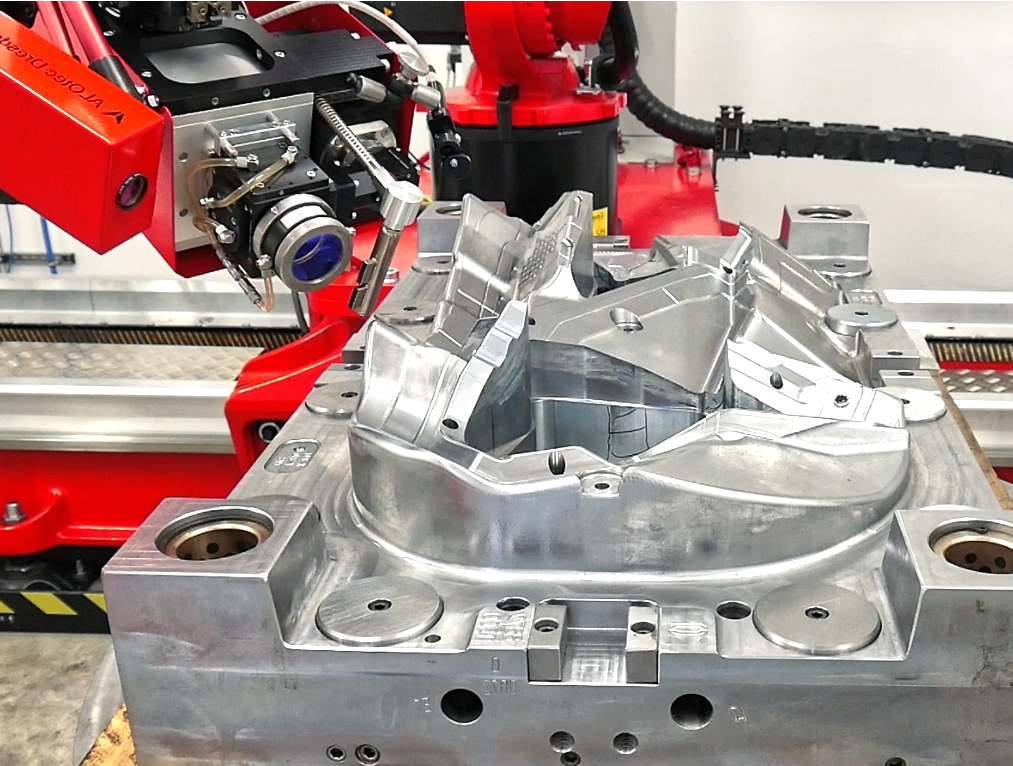
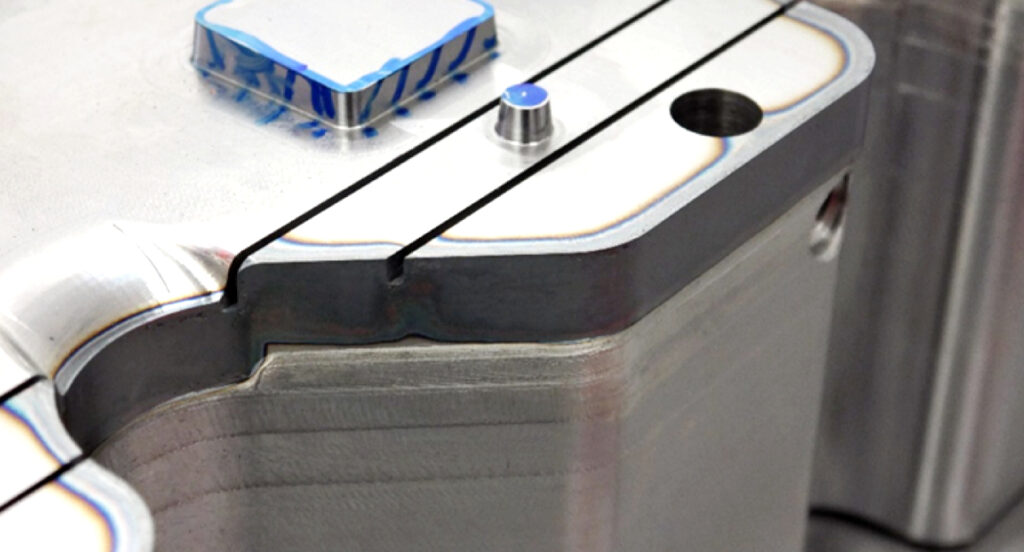
Forming die
Laser hardening of a 3D freeform surface with ALOhardscan
-

Bevel gear
Laser hardening of a bevel gear with ALOhardzoom for a variable spot size in the process.
ALOhard
Advantages of laser hardening

Laser power control for a homogeneous hardness profile
High surface hardness up to 65 HRC

Minimal distortion due to small heat input
Flexible shaping of the laser beam

Energy efficient and environmentally friendly

Time saving
Area rate up to 0.5 m²/h
No quenching media required
Small batches and single pieces

Your cost advantage:
We harden on your premises.
We offer ALOhard laser hardening and ALOpowder laser powder cladding directly on site at the component.
This eliminates transport and set-up times for the component as well as the associated costs and risks.

ALOhard in moving images